





GZ系列电磁振动给料机
一、用途
GZ系列电磁振动给料机是一种新型给料设备,在水泥、矿上、冶金、煤炭、化工、陶瓷、粮食、电力等工矿企业中已被广泛的应用,它适合把块状及粉状物料从贮料仓或漏斗中连续均匀的给到受料装置中去与电子称或微机配料等设备配套,实现生产自动化的理想设备,也可以单独工作送料稳定,不用专人看守和配合各种振动筛做振源的理想设备。
二、特点
GZ电磁振动给料机与机械式给料机相比具有以下特点:
体积小、重量轻、节能、结构简单、无转动零件不需润滑油、维修方便;
电磁振动给料机运用了机械振动学的共振原理,双质体在低临界共振状态下工作,因而省电。
可以瞬时地改变和启闭料流,若与电子秤配套使用,实现自动控制;具有很高的控制精度。
给料槽中的物料在给料过程中连续地被抛起,沿抛物线的轨迹跳跃运动,给料槽的磨损较小。
三、结构和工作原理
1、结构:电磁振动给料机一般由四个主要部分组成(料槽、电磁振动器、减震器、控制箱)。
2、原理:激振器电磁线圈的电流是经过单相半波整流的,采用可控硅整流供电。当线圈接通后在正半周内有电流通过,衔铁与铁 芯间便产生了一脉冲电磁力互相吸引,这时槽体向后运动,激振器的主弹簧发生变形储存了一定的势能,在负半周线圈中无电流通过,电磁力消失,主弹簧释放能 量,使衔铁和铁 芯朝反方向离槽体向前运动,于是电磁振动给料机以交流电源的频率作每分钟3000次的往复振动,由于槽体的底平面与激振力作用有一定的夹角,因此,槽体中物料沿抛物线的轨迹连续不断地向前运动,调节整流电压的高低(改变可控硅的导通角),即可控制电磁振动给料机的送料量。达到连续、均匀送料的目的。
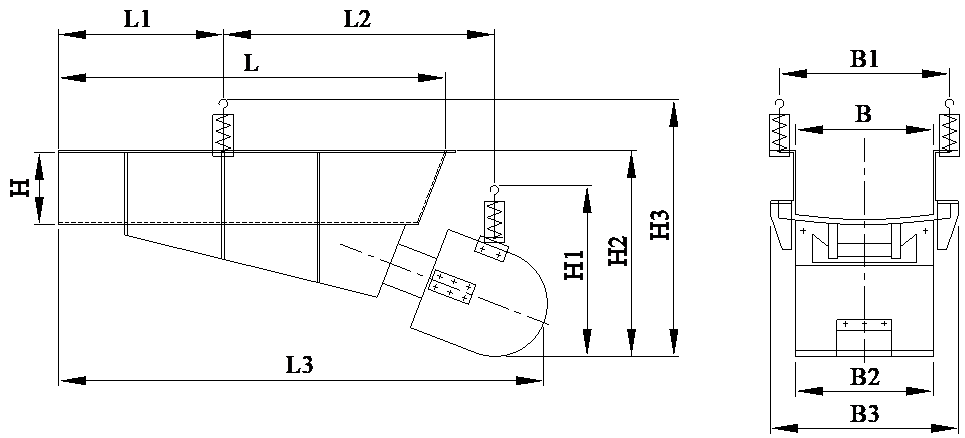
四、外形尺寸(基本型)
|
型号 |
B |
B1 |
B2 |
B3 |
L |
L1 |
L2 |
L3 |
H |
H1 |
H2 |
H3 |
|
GZ1 |
200 |
280 |
295 |
375 |
600 |
209 |
550 |
910 |
100 |
350 |
360 |
485 |
|
GZ2 |
300 |
388 |
400 |
505 |
800 |
310 |
660 |
1175 |
120 |
430 |
450 |
600 |
|
GZ3 |
400 |
495 |
450 |
575 |
900 |
310 |
790 |
1325 |
150 |
480 |
520 |
675 |
|
GZ4 |
500 |
620 |
580 |
760 |
1100 |
413 |
965 |
1615 |
200 |
550 |
645 |
815 |
|
GZ5 |
700 |
850 |
650 |
840 |
1200 |
465 |
1050 |
1815 |
250 |
645 |
765 |
980 |
|
GZ6 |
900 |
1055 |
860 |
1090 |
1600 |
500 |
1470 |
2410 |
250 |
1090 |
1030 |
1530 |
五、GZ系列电磁振动给料机主要技术参数
|
型号 |
出力(t/h) |
给料粒度 (mm) |
双振幅 mm |
供电电压 V |
额定电流 A |
有功功率 (kw) |
设备总重 kg |
|
|
水平 |
-10° |
|||||||
|
GZ1 |
5 |
7 |
50 |
1.75 |
220 |
1.0 |
0.06 |
70 |
|
GZ2 |
10 |
14 |
50 |
1.75 |
220 |
2.5 |
0.15 |
130 |
|
GZ3 |
25 |
35 |
70 |
1.75 |
220 |
4.5 |
0.20 |
210 |
|
GZ4 |
50 |
70 |
100 |
1.75 |
220 |
8.0 |
0.45 |
410 |
|
GZ5 |
100 |
140 |
150 |
1.75 |
220 |
11.0 |
0.65 |
650 |
|
GZ5 |
150 |
210 |
200 |
1.50 |
380 |
13.0 |
1.50 |
1250 |
六、安装及调整
1、安装
(1)组装时务必紧固激振器与料槽的连接螺钉,以免影响电磁振动给料机运转的稳定性。为保证使用安 全,电磁振动给料机上的接地螺钉应可靠接地。
(2)本系列电振机均为悬挂式安装采用牢固可靠的钢丝绳或花兰螺丝挂在足够钢度的构件上,为了减少电振机的槽向摆动,在宽度方向悬挂吊杆可向外张开10°布置。
(3)安装时可使槽体向下斜10°,若与电子程序控制装置配套使用应在水平安装,并检查槽体的横向水平,否则在输送过程中物料会向一边偏移。
(4)为了减少料仓中物料对料槽的压力,在料仓下务必安装具有一定斜度的溜槽,并且溜槽不得触及料槽。
(5)安装后的电振机周围应有一定的游动间隙,使电振机处于自 由状态。
2、调整
(1)气隙的调整
铁 芯和衔铁之间的气隙按设计要求调到2.0±0.5mm,产品在出厂时已调好,也可以根据使用单位对振幅和给料量的要求不同,予以适当的缩小或扩大,但注意不要过量,如果气隙太大就会增加电流,烧坏线圈,相反,如果气隙调的太小,则铁 芯和衔铁之间就会发生碰撞,造成铁 芯、衔铁等部件的损坏,气隙调整的原则为:a、满足振幅的要求。b、电流不能超过额定值(给料机空载时)c、铁 芯和衔铁之间不得发生碰撞,两者之间要平行。
(2)调谐
电磁振动给料机的振动系统设计成低临界近共振状态下工作,在低临界近共振条件下,由于阻尼的增 大往往是由槽体内物料和料仓压力的增 大而引起的,与此同时,振动系统的固有频率即变小,调谐值W/W0就更接近于1,这样振幅即趋于增 大,它们之间相互补偿,使给料机能够比较稳定地工作,当阻尼变小时也保持这种互相补偿关系。
我厂生产的电振机主弹簧有螺旋簧、板簧两种结构,螺旋簧的钢度基本上是不可调的,因此,只能采用改变折算质量的办法来调谐,在激振器的质体上装有几块配重板,用增减配重板的块数来改变后质量振头的质量m,达到固有频率W0的目的。
板簧型的电磁振动给料机,可以通过调整板簧组的片数来实现。调谐时首先拧紧板弹簧的顶紧螺栓并松开装配用的连接叉定位螺栓,然后接通电源,调节控制箱的电位器旋钮,如果电流达到额定值振幅偏小,把弹簧板的顶紧螺栓稍稍放松,这时振幅增 大,电流变小。说明弹簧板刚度偏大,应适当减少弹簧板片数。反之,相反。
